

东莞铸件裂纹缺陷检测 x射线探伤拍片检测-ks8凯发官方网站
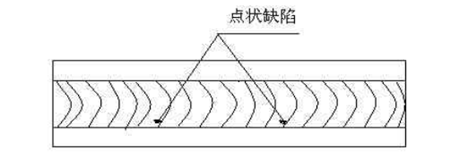
无损检测属于钢管检测项目的常见方法。尤其是焊缝检测,通常都通过无损检测来实现的。无损检测分为x射线探伤、超声波探伤,金相分析等多种方法。在本文的案例中,工程师先对钢管焊缝采用了x射线探伤的方式,结果仅发现两处点状夹渣,但是按照api-5l标准是可以通过验收的。
x射线
但是,本着对数据科学严谨,精益求精,为客户负责的态度。检测工程师又对该钢管焊缝做了一些超声波探伤检测。结果让工程师大吃一惊,在靠近焊缝熔合线的边缘一侧,发现了线性缺陷,该缺陷位于母材与焊缝边缘区及内焊根部,通过超声波探伤仪扫查,发现该缺陷不仅存在一定宽度,而且在深度方向还存在一定长度。
缺陷
在发现这一缺陷后,工程师立刻调整检测方案,根据x射线和超声波探伤确定缺陷位置,将钢管进行截取,制成了三块试样。通过金相试验分析,我们发现其中一块试样的缺陷处不仅有夹渣,还存在空洞。空洞与夹渣的中甲还有微裂纹,并且在母材上也存在着夹杂物。其他两块试样,经过硫印试验,发现母材有明显的成分偏析,存在富硫带。
孔洞
检测在综合了以上无损探伤的试验的结果后,分析了改钢管焊缝缺陷的成因:可能是当母材边缘存在较高的夹杂物,尤其是纵剪边如果存在ai2o3及其它氧化物和硫化物时,被电弧高温熔化后进入焊接熔池,呈窄片状分布随铁水运动到平行于熔合线时,由于熔合线附近的过冷度相对较大,铁水凝固较快,呈窄片状分布的夹杂物来不及浮出而留在了焊缝内。由于夹杂物和基体的线膨胀系数差别较大,严重时也就是在直缝管扩径时或螺焊管成型机不稳定时。在夹渣尖角处存在较大的应力集中易造成裂纹。因此该缺陷是产生在熔合线上因夹杂所引起的未熔合孔洞。
钢管
检测总结,x射线因为属于工业电视拍片,对于钢管焊缝部分缺陷检测不出来,因此推荐使用超声波探伤结合金相检验来评价焊缝缺陷。而对此次钢管焊缝检测的缺陷分析凯发k8旗舰厅的解决方案,主要可以从以下三个方面进行改善。
1、控制钢带的夹杂物含量
2、可采用双丝焊和降低焊速等方式,来延长焊接熔池存在的时间。
3、改变焊丝倾角,增加熔池搅拌作用,以促进熔池内夹杂(或夹渣)的浮出,减少这种缺陷的产生。
- 广州q235b钢材检测 材质牌号检测 2024-11-18
- adc成分检测 铝合金材料元素成分检测 2024-11-18
- 顺德区工厂压力管探伤检测 焊口拍片射线检测 2024-11-18
- 警示服检测 职业警示服检测 反光性能检测 2024-11-18
- 佛山焊件裂纹缺陷检测 焊件无损探伤检测 2024-11-18
- 再生硅成分检测 硅泥含量检测 2024-11-18
- 铜合金晶粒度检测 铜材金相分析检测 2024-11-18
- 铝合金金相组织检测 金相缺陷显微检测 2024-11-18
- 天河区美容美发店空气检测 公共场所卫生检测 2024-11-18
- gb21148-2020安全鞋检测 防穿刺 防静电 抗冲击性检测 2024-11-18
- 花都区山泉水长期饮用检测 饮用水质检测 2024-11-18
- 非危化学品鉴定检测 非危险货物鉴定检测 2024-11-18
- 农用污泥检测 gb4284-2018城镇工厂污泥检测 2024-11-18
- 石油沥青 煤焦沥青成msds报告 货物运输鉴定报告办理 2024-11-18
- 铁矿粉矿石品位检测 全铁含量 铁元素检测 2024-11-18
